Produktbeschreibung
Modell Nr .: ADC-62 Material: Aluminium Oberflächenbehandlung: Mantelüberzug Durchschnittliche Wanddicke:> 3mm Zertifizierung: SGS Zustand: Gebraucht Oberfläche Tetreatment: Polieren, Anodisieren, Pulverlackierung usw. Produktkapazität: 1000000 PCS / Monat Export Märkte: Globale Spezifikation : AISI, ASTM, JIS, BS, DIN, ISO HS Code: 73259990 Anwendung: Auto, Hardware Demoulding: Automatik mit Härte:> HRC45 Mould Life:> 1.000.000 Aufnahmen Maßgeschneidert: Non-Customized Service: OEM und ODM Gewicht: Ab 0,01 Kg zu 100kg Lieferfrist: 30 Tage nach dem Empfangen der Zahlungsmarke: wecare Herkunft: China Aluminium-Druckguss Zubehör-Funktion:
1, Prozess der Aluminium-Druckguss-Teil: Druckguss & plus; Komplettbearbeitung & plus; Wärmebehandlung & plus; Oberflächenbehandlung
2, Aluminium-Druckgussform Material: 8407, H13, P20, etc & Zeitraum; Aluminium-Druckguss-Form Leben:> 1, 000, 000-mal, Aluminium-Druckgussform Design: Nach Zeichnung oder Probe & Zeitraum;
3, Aluminium-Druckguss Zubehör Material: Aluminium-Legierung A380 oder als Anforderung des Kunden & Zeitraum;
4, Oberflächenbehandlung von Aluminium-Druckguss-Teil: Verchromung, Sandstrahlen, Malerei, Anodisierung, Pulverbeschichtung, Elektrophorese
5, Standard-Export-Paket für Aluminium-Druckguss-Teil, wie Sperrholz-Box, Sperrholz Palette, Karton & Blase Taschen
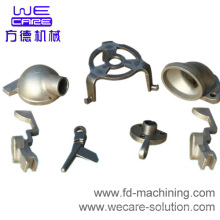
6, Anwendungsbereich von Aluminium-Druckguss Teile: Auto Teile, Motorrad Teile, Pumpen Teile, Lokomotive Teile, Maschinen Teile, Lampe Schornstein
7, Zertifikat des Aluminium-Druckgusses: ISO 9001: 2000 Standard
Die Druckgussform ähnelt dem permanenten Formguss, außer dass das Metall in die Form unter hohem Druck von 10-210 MPa & lt; 1, 450-30, 500 & rar; Psi & period; Dies führt zu einem einheitlicheren Teil, im Allgemeinen gute Oberflächengüte und gute Maßgenauigkeit, so gut wie 0 & Periode; 2 & percnt; Gießen Dimension & Periode; Für viele Teile kann die Nachbearbeitung vollständig beseitigt werden, oder es kann eine sehr leichte Bearbeitung erforderlich sein, um die Abmessungen in Größe und Zeitraum zu bringen.
Die Druckguss kann unter Verwendung einer kalten Kammer oder eines Heißkammerprozesses und einer Periode durchgeführt werden;
In einem Kaltkammerverfahren wird das geschmolzene Metall für jede Schuss- und Periode in die kalte Kammer gelegt; Es gibt weniger Zeitbelastung der Schmelze an den Kolbenwänden oder dem Kolben & Zeitraum; Dies ist besonders nützlich für Metalle wie Aluminium und Kupfer und seine Legierungen & rar; Diese Legierung leicht mit Eisen bei den höheren Temperaturen und Periode;
In einem Heißkammerverfahren wird die Druckkammer mit dem Formhohlraum verbunden, der permanent in die geschmolzene Metallphase eingetaucht ist; Die Einlassöffnung des Druckzylinders wird freigelegt, wenn sich der Kolben zum offenen & ldquor; drucklosen & rarr; Position & Periode; Dies ermöglicht eine neue Ladung von geschmolzenem Metall, um den Hohlraum zu füllen und kann so den Hohlraum schneller füllen als der Kaltkammerprozess und die Periode; Das Heißkammerverfahren wird für Metalle mit niedrigem Schmelzpunkt und hoher Fluidität verwendet, wie z. B. Zinn, Zink und Blei, die dazu neigen, leicht mit Stahl bei ihren Schmelztemperaturen und -perioden zu legieren;
Druckgussformen & laugen genannt in der Industrie & rpar; Neigen dazu, teuer zu sein, wie sie aus gehärtetem Stahl hergestellt sind - auch die Zykluszeit für den Bau dieser neigen dazu, lang & Periode zu sein; Auch die stärkeren und härteren Metalle wie Eisen und Stahl können nicht gegossen werden
Gemeinsame Legierungen im Druckguss
Aluminium-, Zink- und Kupferlegierungen sind die Materialien, die überwiegend im Druckguss und in der Periode verwendet werden; Auf der anderen Seite wird reines Aluminium selten durch hohe Schrumpfung und Anfälligkeit für heiße Rissbildung und Periode gegossen; Es ist mit Silizium legiert, was die Schmelzfließfähigkeit erhöht, die Zerspanbarkeit und die Periode reduziert; Kupfer ist ein weiteres Legierungselement, das die Härte erhöht, die Duktilität verringert und die Korrosionsbeständigkeit reduziert
Die Druckgussstücke sind typischerweise von 20 kg & lt; 55 lb & rarr; Max & period; Für Magnesium bis zu 35 kg & lt; 77 lb & rarr; Max & period; Für Zink & Periode; Große Gussteile neigen dazu, größere Porositätsprobleme zu haben, und zwar aufgrund der eingeschlossenen Luft, und die Schmelze erstarrt, bevor sie zu den am weitesten entfernten Extremitäten des Druckguss-Hohlraums & der Periode kommt; Das Porositätsproblem kann durch Vakuum-Druckguss etwas überwunden werden
Aus der Sicht der Konstruktion ist es am besten, Teile mit gleichmäßigen Wandstärken und Kerne von einfachen Formen und Perioden zu entwerfen; Schwere Abschnitte verursachen Kühlprobleme, gefangene Gase verursachen Porosität & Periode; Alle Ecken sollten großzügig abgerundet werden, um Stresskonzentration und Periode zu vermeiden. Die Zulassungsentgelte sollten für die Freigabe der Teile vorgesehen werden - diese sind typischerweise 0 & Periode; 25 ° bis 0 & Periode; 75 ° pro Seite je nach Material & Periode;
| Item |
Description |
The contents |
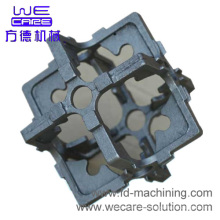
Die casting parts |
Model |
AL0012 |
| Molding technics |
Die casting |
| Material |
A380 |
| Dimension |
200mm*200mm*40mm |
| The weight |
1665G |
| Surface treatment |
electroplate |
Die casting moulds |
Cavity |
Single |
| Material |
SKD61 |
| Heat treatment |
Hardened |
| Hardness |
HRC50~55 |
Mould feature |
Advanced design, Novel structure, High precision,
Quality materials, Long lifetime, Short delivery time |
Equipments |
CNC precision mould engraving machine, CNC forming machine CNC turning, EDM, Linear cutting machine, Die spotting machine(200T),
Die casting machine(150T~2000T), Lathe, Grinding machine;
CMM, Material detector, Hardness test device, spectrograph, etc |
| Software |
CAD, UG, Pro/E, JSCAST-v8, Solidworks etc. |
| Quality certification |
SGS. ISO9001-2008 |
Produktgruppe : ALUMINIUM DIE CASTING